
#36
#36
ワーク中央への深穴ドリル加工、
ひと工夫で結果が変わる!
お客様の課題
お客様が抱えておられる課題のポイント
ワーク中央に穴あけ加工が必要なシャフト部品の生産を行っている。
ただ、ワーク全長が長く、加工は深穴となるため長尺ドリルの使用が不可欠な状態。
この条件下では、工具回転数を上げると遠心力の影響により、加工中にツールが振れてしまう場合がある。
その結果、基準部に対して深穴の同軸精度が安定せず、有効な解決案が見いだせずにいた。
ムラテックからのご提案
本件のご相談を受け、ムラテックのアフターサポートチームにて検討を実施。
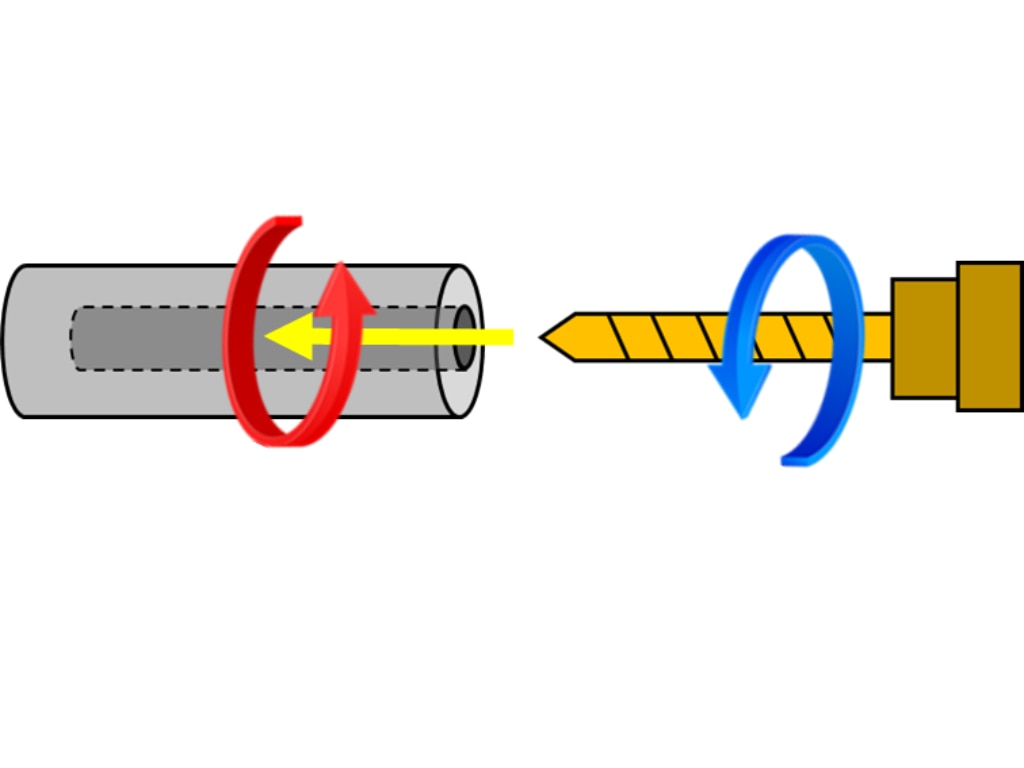
「主軸+回転工具の共回し」によって、必要な回転数を確保する方法をご提案しました。
ワークは通常通りチャックにクランプさせて回転、ドリル側はワークと反対方向に回転させて加工を行います。
この共回しを行う事で、ドリル単体の回転数を抑え、遠心力による振れの抑制が可能となります。
導入後の成果
本加工法をご採用いただいた結果、安定した同軸精度を確保できるようになりました。
また、本手法は製品精度の向上だけでなく、ドリルが不定期的に破損してしまうといった課題に対しても有効になる場合があります。
>加工に関するご相談について
今回のテーマである「主軸+回転工具の共回し」については、弊社にてサンプルプログラムを保有しています。
サンプルをご希望のお客様、その他の加工に関するご相談については、以下よりお問い合わせください。
*既に弊社旋盤/ターニングセンタをお使いのお客様
担当営業までお問い合わせください。
*弊社旋盤/ターニングセンタをお使いでないお客様
こちらのお問合せフォームよりご連絡をお願いします。
RELATION
関連記事

CONTACT
自動化生産をご検討のお客様
まずはムラテックにご相談ください
不明点がある方は、
こちらからお問い合わせください

